3D印刷の複雑さは、3D印刷中に起こり得る膨大な数の問題によってのみ超えられます。これらすべての3D印刷の課題の中で、ノズル詰まりは破壊的かつ破壊的な力という点で最も上位にランクされます。
そもそもノズル詰まりを防ぐ比較的簡単な方法があると言ったらどうでしょうか?さらに、同じ解決策で部分的なノズル詰まりも解消できます。
コールドプルを実行する技術を学び、この3Dプリンターのメンテナンスハックがどのようにして生活を楽にすることができるかを読み進めてください。
コールドプルとは?
その名前とは逆に、コールドプル技術では、3Dプリンターのノズルを系統的に加熱および冷却サイクルにさらすことで、3D印刷フィラメントのストランドのみを使用して、ノズルとフィラメント経路から不要な破片と焦げた材料を掃除します。ノズルは、ノズルを詰まらせている粒子に付着した半溶融フィラメントの小さなセクションによって洗浄されます。
次に、フィラメントは押出機端からノズルから物理的に引き抜かれます。それがコールドプルのプル部分です。ノズル洗浄技術は、フィラメントが押出機から引き抜かれる前にガラス転移温度(軟化点)付近になければならないため、その名前の前半が得られます。これは、通常の押出温度と比較して大幅に低くなります。
残念ながら、「ガラス転移温度プル」はあまり言いづらいので、このノズル洗浄技術にはコールドプルという名前の方がはるかに適しています。
なぜコールドプルを実行するのか?
理想的な世界では、大幅に異なる温度で印刷された材料には異なるノズルセットを使用することが期待されます。PLAパーツの190℃での押出後に290℃でナイロンを印刷することは、失敗につながるからです。2つのフィラメント間の大きな温度差により、ノズル内の既存のPLA残留物が焦げた粒子として固まります。そして、それがノズル詰まりの原因となります。
そのような印刷材料の交換の間にコールドプルを実行することは、ノズルを頻繁に交換するという非現実的な状況を避けるための優れた妥協策です。部分的なノズル詰まりを解消することに加えて、定期的なコールドプルはそれらが発生するのを防ぐためにも大いに役立ちます。これは、ウッドフィラメントなどのエキゾチックな材料を印刷する場合に特に重要です。そのようなフィラメントによってノズルに残った木くずは、材料の可燃性のために完全なノズル詰まりを引き起こす可能性もあります。
しかし、完全な詰まりが発生した場合は、3Dプリンターのノズルの詰まりを解消する方法に関するガイドが役立ちます。
コールドプル技術は、印刷を台無しにすることが多い部分的なノズル詰まりを解消するのにも非常に効果的です。通常のノズル詰まりとは異なり、部分的なノズル詰まりは3Dプリントがもろくなり、表面に欠陥が生じ、印刷中に完全に壊れる原因となります。
加熱されたノズルに針を突き刺すという通常の方法は、この場合は無意味です。この混乱から抜け出す唯一の方法はコールドプルです。
コールドプルの実行方法
コツをつかめば、コールドプルの実行は簡単かつ迅速です。それまでは、注意を払い、押出機アセンブリを損傷しないようにこれらの手順を正確に実行してください。ペンチ、フラッシュカッター、ナイロンフィラメントをいくつか用意しておくことをお勧めします。
ステップ1:洗浄フィラメントの準備
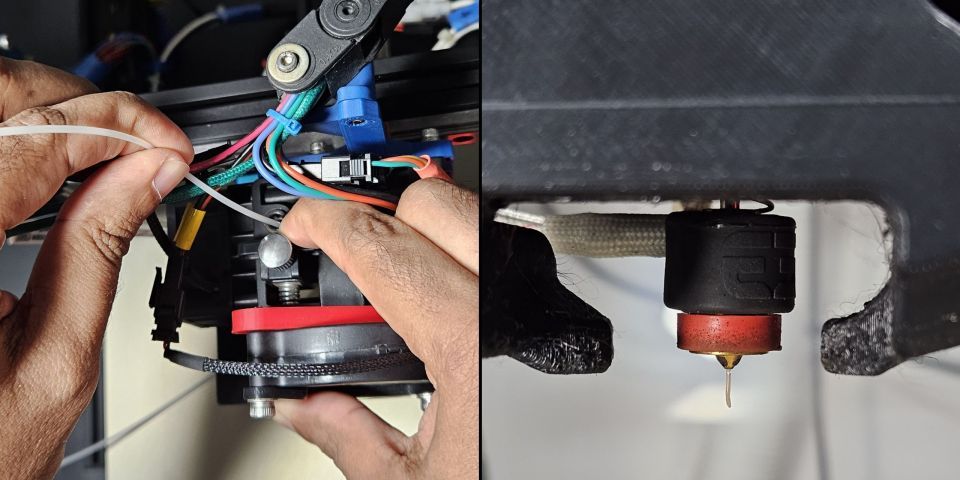
フィラメント(ナイロンが望ましい)の小さなセクション(約30cm)を用意します。フラッシュカッターを使用して、フィラメントの端から少し(下の図のように斜めに)切り取ります。その結果得られる鋭いポイントは、フィラメントを押出機ギアとヒートブレークを通過してノズルに通すことを容易にします。

ステップ2:ボーデンチューブを取り外す
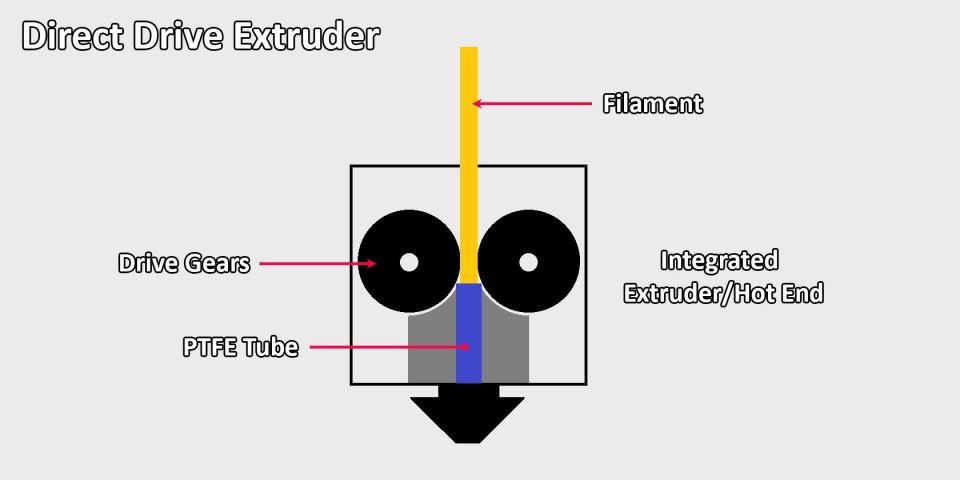
ノズル端に接続されているボーデンチューブを取り外すことで、プリントヘッドのフィラメント経路にアクセスできるようにします。
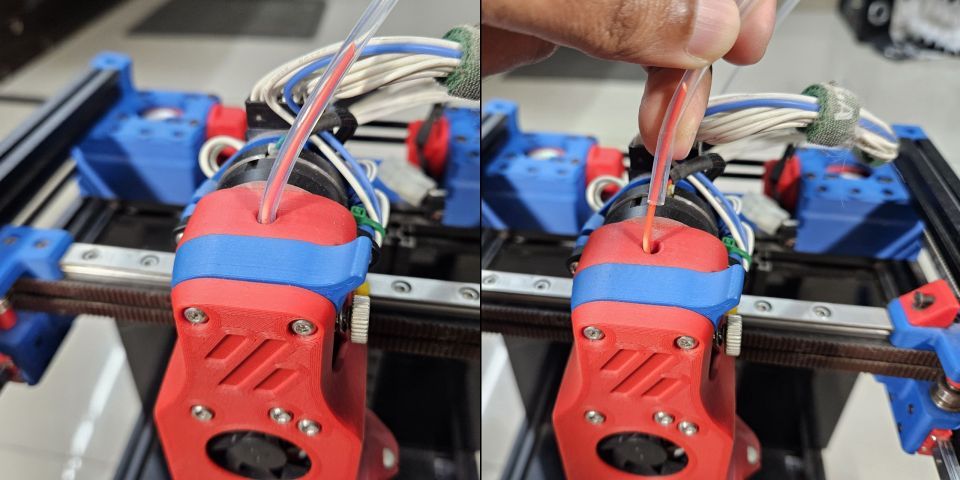
これは、ボーデンチューブを使用しないダイレクトドライブ押出機を備えたものを除く、ボーデン押出機を備えたすべてのプリンターに適用されます。ただし、ダイレクトドライブ押出機(すべてのVoronバリアントとBambu Labsプリンター)を備えた一部の3Dプリンターでは、逆ボーデンチューブを使用しています。これらの場合は、フィラメントにアクセスするためにボーデンチューブを取り外す必要があります。
ステップ3:ノズルとベッドの間にスペースを作る
パージされたフィラメントが妨害されずに押出されるように、ノズルをベッドから十分に持ち上げます。
ステップ4:古いフィラメントを取り外す
次に、ホットエンドから既存のフィラメントを取り外す必要があります。ノズルをロードされたフィラメントの適切な押出温度に加熱します。ノズルが動作温度に達したら、手動でフィラメントをホットエンドから引き抜くことができます。ただし、この方法はボーデン押出機にのみ適用されます。
プリンターにダイレクトドライブ押出機がある場合は、プリンターファームウェアのアンロードルーチンを使用してフィラメントを引き出すことができます。押出機ステッピングモーターを無効にする(ユーザーインターフェースから)と、フィラメントを手動でアンロードすることもできます。あるいは、ほとんどのダイレクトドライブ押出機にあるテンションアームを手動で解除して、フィラメントを手動で引き出すことができます。
ステップ5:ノズルの温度を設定する
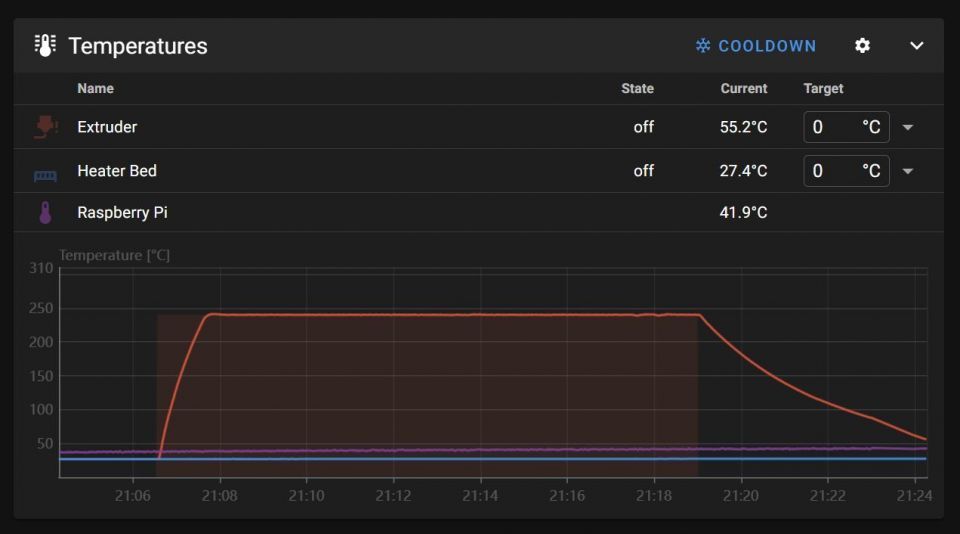
ノズルがまだ熱い間に、ノズルの温度をナイロンフィラメントの製造元が指定した押出温度まで上げます。材料の組成とノズルのサイズによって、250℃から280℃の間になります。
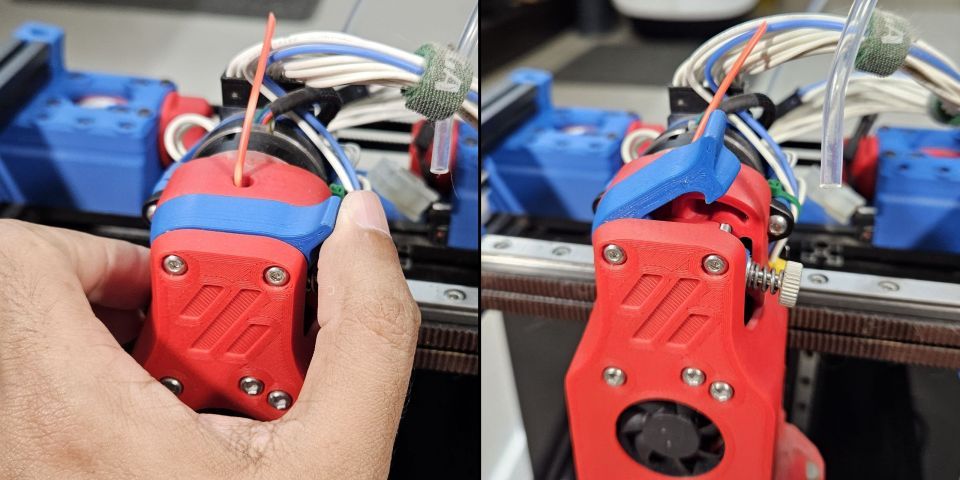
ノズルが動作温度になったら、ナイロンのセクションを尖った端を先にしてホットエンドに挿入します。ナイロンフィラメントを数センチノズルに通します。
ステップ6:ノズル内のフィラメントを成形する
ノズルヒーターの電源を切ります。ノズルが冷えるにつれて、フィラメントに一定の下向きの圧力をかけ続け、少量のフィラメントがノズルから染み出すようにします。フィラメントがノズルから染み出なくなるまで、下向きの圧力をかけ続けます。さらに20秒間圧力をかけ続けます。
正しく行うと、溶けたナイロンが圧縮され、溶けた材料でノズルキャビティ全体が満たされます。これにより、フィラメントがノズルを詰まらせている焦げた破片に強く付着します。
ステップ7:フィラメントを固める
ノズルが50℃まで冷却されるのを待ちます。
ダイレクトドライブ押出機はフィラメントを掴み続け、フィラメントを引き抜くことが不可能になります。この時点で、押出機ステッピングモーターが無効になっていることを確認してください。あるいは、後続のステップでフィラメントを引き抜く際に、押出機テンションアームを手動で解除することもできます。
ステップ8:ノズルの加熱
ノズルを120℃まで加熱するように設定します。
ステップ9:一定の引きを維持する
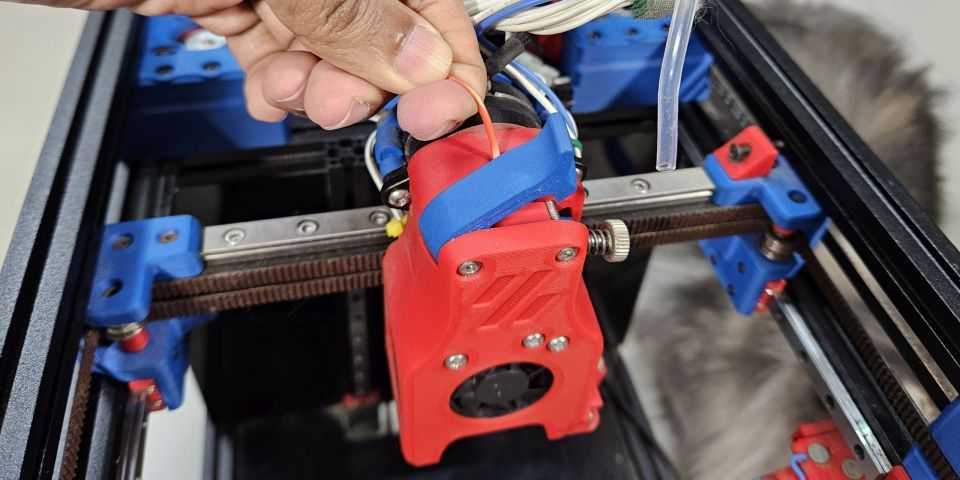
加熱している間、フィラメントを握り、引き抜こうとしているかのように一定の上向きの圧力をかけ続けます。
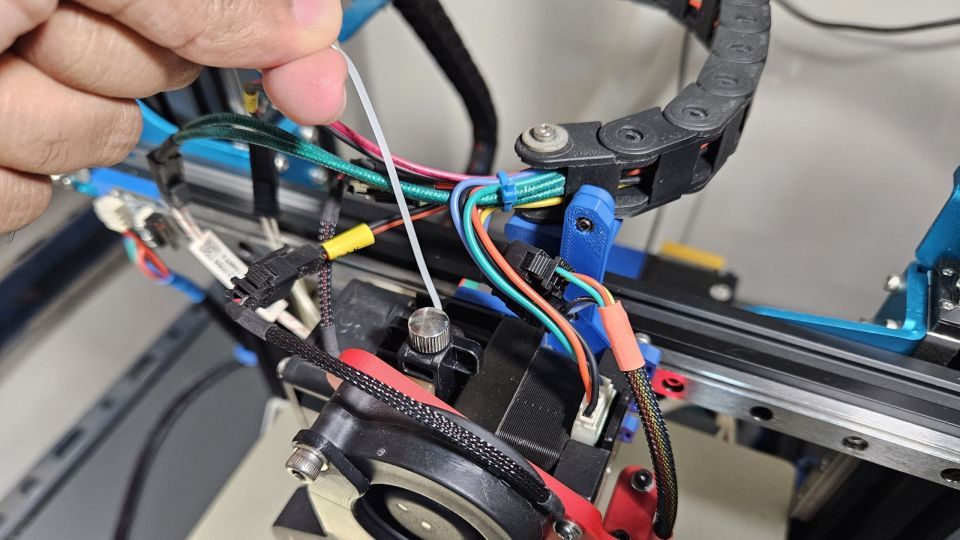
フィラメントは冷えているとノズルから引き抜くのが難しすぎます。しかし、加熱すると、ノズル内部に詰まった破片を取り除くには柔らかくなりすぎる可能性があります。そのため、フィラメントに一定の引きを維持することで、フィラメントがノズルのゴールドロックスゾーンにある間にノズルから引き抜くことができます。ゴールドロックスゾーンとは、ノズルから外れるのに十分なほど柔らかくなり、破片を保持するのに十分なほど硬い状態です。
ほとんどのナイロンフィラメントでは、これは110℃から120℃の間で発生します。このプロセスが正常に実行されると、はっきりとした破裂音が聞こえます。ノズルキャビティのほぼ完全なインプリントを見ることができることは、成功の視覚的な確認です。
ステップ10:フィラメントがきれいになるまで繰り返す
この手順では白または透明のナイロンフィラメントを使用すると、ノズルから取り除かれた焦げた残留物を発見しやすくなります。後続のコールドプルでフィラメントの残留物がまったく見えなくなるまで、このプロセスを繰り返します。

コールドプルによる予防メンテナンス
この技術を注意深く使用することで、部分的な詰まりを解消するだけでなく、完全な詰まりが発生するのを防ぐことができます。これは、エキゾチックな材料で印刷したり、さまざまな3D印刷フィラメントを多く使用したりする人に特に当てはまります。
コメントする